
:format(webp):no_upscale()/d0137f103df3d52.ru.s.siteapi.org/catalog/images/6f79ce8569ac84e8688212cef73a0899 "Станок для облицовывания кромок WoodTec EURO 4, от")
:format(webp):no_upscale()/d0137f103df3d52.ru.s.siteapi.org/catalog/images/94255537b5a7514355e4c7076d2ebdbb "Станок для облицовывания кромок WoodTec EURO 4, от")
:format(webp):no_upscale()/d0137f103df3d52.ru.s.siteapi.org/catalog/images/7090d99af8e4701e94aa7234b9deb7e4 "Станок для облицовывания кромок WoodTec EURO 4, от")
:format(webp):no_upscale()/d0137f103df3d52.ru.s.siteapi.org/catalog/images/5a68bf22598d1214db5ea0b5192b423e "Станок для облицовывания кромок WoodTec EURO 4, от")
:format(webp):no_upscale()/d0137f103df3d52.ru.s.siteapi.org/catalog/images/f9d3aeb52d3b07da59aece38386b8b42 "Станок для облицовывания кромок WoodTec EURO 4, от")
:format(webp):no_upscale()/d0137f103df3d52.ru.s.siteapi.org/catalog/images/797e8534e35c593528c0ab8157f110bb "Станок для облицовывания кромок WoodTec EURO 4, от")
:format(webp):no_upscale()/d0137f103df3d52.ru.s.siteapi.org/catalog/images/ed86dfe7593d669dc09c6a4ce42ac52a "Станок для облицовывания кромок WoodTec EURO 4, от")
:format(webp):no_upscale()/d0137f103df3d52.ru.s.siteapi.org/catalog/images/2cc222846c6c615013b4bc2b7230f0be "Станок для облицовывания кромок WoodTec EURO 4, от")
:format(webp):no_upscale()/d0137f103df3d52.ru.s.siteapi.org/catalog/images/72cd3182395022900da5644cbe8677db "Станок для облицовывания кромок WoodTec EURO 4, от")
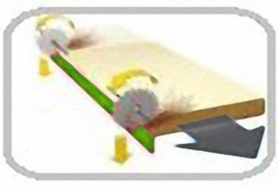
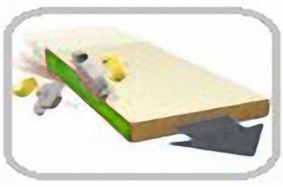
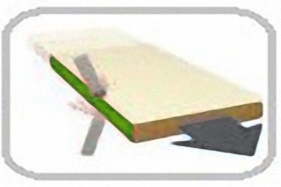
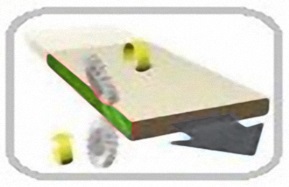
Схемы обработки
| 1. Подача кромки | 2. Клеевой узел | 3. Гильотина | 4. Пресс группа |
 |
 |
 |
 |
| 5. Узел 2-ух моторной торцовки | 6. Чистовой узел фрезерования свесов | 7. Узел радиусной циклевки | 8. Полировальный узел |
 |
 |
 |
 |
Конструктивные особенности

|
СТАНИНА Станина на заводе проходит полный цикл термической обработки. Это обеспечивает стабильную жёсткость и виброоустойчивость всей конструкции станка. Посадочные места под рабочие узлы произведены на высокоточных обрабатывающих центрах за одну установку станины. |
|
КЛЕЕВОЙ УЗЕЛ Клеевой бачок 4 л. имеетнижнее расположениеотносительно клеенаносящего вала. Винтовая точная настройка кол-ва клея – аккуратный клеевой шов. Не требуется регулировка на толщину материала. |

|
ПРЕСС ГРУППА Зона прижима состоит из трех роликов. Первый ролик большого диаметра приводной, второй и третий допресовочные свободного вращения. Усилие пресс группы позволяет качественно приклеить кромочный материал к детали. |
|
ТОРЦОВОЧНЫЙ АГРЕГАТ Два промышленных двигателя(12 000 об/мин), 2 x 0,55кВт Пилы перемещаются по одной призматической направляющей, каждая пила отрезает припуск только с одной стороны. Данная система зарекомендовала себя как надежная и стабильная в течение всего срока эксплуатации. |
 |
УЗЕЛ ФРЕЗЕРНЫЙ СНЯТИЯ СВЕСОВ Два промышленных двигателя (12 000 об/мин) 2 х 0,55кВт. Мощность двигателей 0,55 кВт позволяет фрезеровать кромку с припуском на сторону больше 2 мм. Копиры осуществляют плавный заход на деталь; исключают повреждение любой облицованной поверхности. |

|
УЗЕЛ РАДИУСНОЙ ЦИКЛИ Узел финишной обработки кромки предназначен для удаления микроволны на обработанной радиусной поверхности кромки после фрезерного узла. Узел оснащен копирами для точной обработки кромки. Имеется винтовая настройка узла, позволяющая точно и быстро настроить узел на разную толщину кромки. |
 |
ПОЛИРОВКА Полировка необходима для финишной обработки кромки. Данная операция обеспечивает:
Полирующий агрегат – два двигателя, два полирующих диска, частота вращения 1400 об/мин 2 х 0,37кВт. |
 |
ПОДАЮЩИЙ КОНВЕЙЕР Деталь подается цепным конвейером с обрезиненными башмаками. Этот тип подачи более надежно фиксирует и перемещает деталь вдоль станка. Привод-мотор-редуктор.   |
 |
ПАНЕЛЬ УПРАВЛЕНИЯ Панель управления отображает настройки и рабочие параметры: температуру клея, индикацию работы узлов станка. |
Краткие характеристики
| Толщина кромочного материала, мм | 0,4 - 3 |
| Толщина детали, мин/макс, мм | 8 - 45 |
| Скорость подачи, м/мин | 14,5 |
| Обороты пил, об/мин | 12 000 |
| Мощность двигателей торцовки - 2 шт., кВт | 2 х 0,55 |
| Обороты, об/мин | 12 000 |
| Мощность двигателей фрезерования - 2 шт., кВт | 2 х 0,55 |
| Обороты, об/мин | 1400 |
| Мощность двигателей полировки - 2 шт., кВт | 2 х 0,37 |
| Общая мощность, кВт | 8 |
| Питающее напряжение (3 фазы), В | 380 |
| Давление сжатого воздуха, бар | 4 - 6 |
Габаритные размеры
| Длина, мм | 3200 |
| Ширина, мм | 900 |
| Высота, мм | 1560 |
| Вес, кг | 900 |
|
Вес
|
900 кг |
|
Общая мощность
|
8 кВт |
|
Скорость подачи
|
14,5 м/мин |
|
Единица измерения
|
шт |